Az ADMS Light az AIDA szabadalmaztatott termelékenységi eszköze, amelyet arra fejlesztettek ki, hogy ügyfelei off-line…
Kompakt prés kiszolgálók alkalmazása I.
Minden megmunkálással foglalkozó vállalat számára fontos szempont a rendelkezésre álló hely maximális kihasználása. Nem véletlen, hogy a modern gépek egyre kompaktabbak, egyre kisebb a helyigényük.
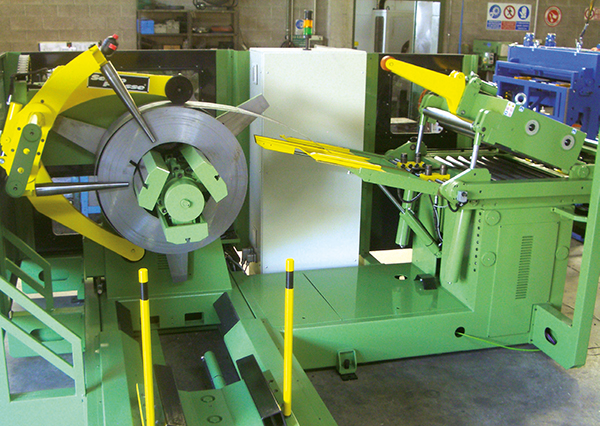
A présgépek világában azonban nem csak maga a prés mérete befolyásolja a helykihasználást. A tekercselt fémlemezt először is le kell csévélni, kiegyengetni, majd a présgép munkaterületére juttatni. A kompakt préskiszolgálók megjelenése előtt egy ilyen lemezadagoló egység telepítése akár a gyártelep bővítését is megkövetelhette, hiszen az amúgy is nagyméretű gép mellett több másik gépet is el kell helyezni. A kompakt prés kiszolgálók kis helyigénye megoldja ezt a problémát, azonban nem minden esetben jelentenek jó megoldást.

Mielőtt eldöntenénk, hogy ezt a technológiát alkalmazzuk, első lépésként figyelembe kell vennünk a percenkénti leütések számát. Amennyiben a megmunkálás nagy sebességet vagy hosszabb szalagok adagolását igényli, jobb döntés lehet egy long-loop kiszolgáló.
A második lépés, hogy a felületi minőség szempontjából kritikus anyagok esetében az elvárásoknak megfelelő terméket tudjunk előállítani. Mivel a kompakt préskiszolgálók minden leütésnél leállítják a szalag mozgását, ilyenkor pedig az egyengetőhengerek és a lecsévélő leszorító feje is megáll, a szalag felülete könnyen megnyomódhat. Az olyan alkatrészeknél, ahol fontos a tökéletes felület, ez a megoldás nem alkalmazható. Ilyen esetben a long-loop kiszolgálók tökéletesen elláthatják a feladatot, mivel ezeknél a lecsévélt fémlemez folyamatosan halad át az egyengetőn és az adagolón, míg a teljes kiszolgáló le nem áll.
Lecsévélő kiválasztása
Ha az első két lépésben említett szempontok alapján a kompakt préskiszolgáló jelenti a legjobb megoldást, a következő döntés, amit meg kell hoznunk, a tekercskezelés módjának kiválasztása. Az egyik lehetőség, hogy a tekercs egy hajtott orsóra van rögzítve, a másik pedig a bölcsős koncepció. A megfelelő kezelési módszer kiválasztásánál mindenképpen figyelembe kell venni a lemez vastagságát és szélességét, a tekercs belső és külső átmérőjét. Nagyobb lemezvastagságok esetében legtöbbször a bölcsős koncepciót, kisebb vastagságnál pedig az orsós megoldást tanácsos választani. A nagyon kis vastagságok, mint például egy 0,4 mm-es vastagságú lemez esetében kizárólag orsót alkalmazhatunk. Egy általános kompakt prés kiszolgáló, ami egy orsós lecsévélőből és egy egyengetőből áll, a legjobban olyan esetekben alkalmazható, ahol kisebb lemezvastagságokkal és sértetlen külső felülettel kell dolgozni. Szintén az orsós lecsévélő a megfelelő választás, ha a tekercs visszacsévélésére van szükség, hiszen a leszorító kar segítségével ez könnyen megoldható.
Ha minden szempontot figyelembe véve az orsós megoldás mellett döntöttünk, még mindig választhatunk az egy vagy két orsós konstrukciók közül. Az egy orsóval működő lecsévélő mellett általában tekercs emelő kocsit alkalmaznak, ami a tekercsek cserélésében játszik fontos szerepet. Az ilyen eszközök kisebb helyigénye, és hasonló, sőt bizonyos esetekben gyorsabb tekercs cserélési ideje miatt is jobb választás lehet, mint a bölcsős csévélők. Amennyiben a bölcsős megoldás bizonyult alkalmasabbnak, szintén több opció közül választhatunk. A tekercs kezelése elvégezhető egyetlen bölcsős lecsévélővel, vagy alkalmazhatunk két bölcsős rendszert is, amiben a tartalék tekercset a hajtott lecsévélő mögötti bölcsőben tároljuk.
Meghajtási opciók
A lecsévéléshez és visszatekeréshez nélkülözhetetlen valamilyen hidraulikus vagy frekvenciaváltós hajtás. Az orsós lecsévélők hajtásánál azt is figyelembe kell venni, hogy a tekercs szilárd rögzítéséhez megfelelő nyomást kell kifejteni a tekercs belső felületére. Mindez hidraulikus szorító pofákkal, vagy mechanikus ékekkel érhető el, azonban ha ékeket alkalmazunk, az jelentősen csökkenti a növelési tartományt. Könnyebb tekercsek esetében alkalmazhatunk további mechanikus rögzítési módokat is, melyekkel nagyobb tartományban növelhető az orsó átmérője, azonban ez a kapcsolat kevésbé szilárd.
Automatizálás
A gépek maximális kihasználásához elengedhetetlen az automatizált működés. Egy olyan műhelyben, ahol gyakran van szükség a tekercsek cserélésére, javasolt a nagyobb fokú automatizálás, hogy az esetleges emberi hibák elkerülhetők legyenek. Egy automatizált rendszerben az előre beállított paraméterek könnyen lekérdezhetők a vezérlőből, így a megmunkálás biztonságosan és pontosan történik. Az automatizált rendszerek megtervezésekor többek között olyan paramétereket is figyelembe kell venni, mint az egyengető hengerek beállításai, az előtolás, a sebesség (leütés/perc ), a szalag-bevezető magassága, valamint az orsó és a leszorító karok mozgása a lemez szélességének függvényében.
A tekercseket ritkábban cserélő felhasználók esetében ugyanakkor indokolatlan a magas fokú automatizálás, hiszen a standard kiszolgálók is remekül elvégzik a szalagkezelési feladatokat. A kis mértékben automatizált rendszereknél más paraméterek meghatározására van szükség. Ezek általában a hajtott egyengető beállításai, a hajtott szalag-bevezető magasságának beállításai, hajtott daraboló és szalag-vezető paraméterei, valamint a hidraulikus orsó forgása és átmérőjének növelése. Az ilyen kiszolgálók esetében a tekercs központozása és a leszorítók beállítása kézzel történik.
Folytatás hamarosan…
Related Posts